我们选择感应热处理电源设备应该根据感应热处理工艺要求来选择,主要是先确定电源设备的频率和功率,然后再确定其它参数。
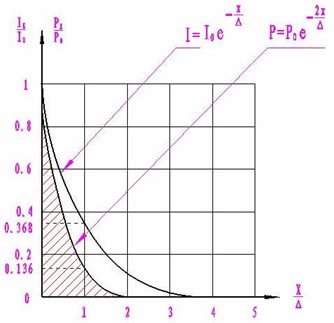
感应热处理的机理就是利用感应电流的集肤效应。感应电流I=I0e-x/Δ,电流和电流产生的热功率P分布如下图所示。当电流下降到I0的1/e的深度我们称之为电流透入深度d,d=503 (m),其中 为被加热材料的电阻率; 为被加热材料的相对导磁率, 为电流频率。此时电流已下降为表面电流I0的36.8%,表面功率P0的13.6%。集肤效应使大部分能量集中在表层d深度范围内。 (m),其中 为被加热材料的电阻率; 为被加热材料的相对导磁率, 为电流频率。此时电流已下降为表面电流I0的36.8%,表面功率P0的13.6%。集肤效应使大部分能量集中在表层d深度范围内。
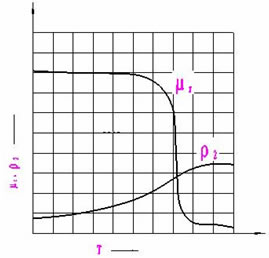
从电流透入深度公式中可以看出电流透入深度与电流频率,被加热材料的电阻率、磁导率有关。下图是钢的电阻率、磁导率随温度变化曲线,我们可以看到两者都随温度发生变化,特别是磁导率在温度超过居里点后很快下降为相对磁导率1。可见透入深度d是随着加热过程一直在变化的。
所以电流透入深度是材料在某一温度,某一电流频率下的透入深度。下表是钢在800℃时各种电流频率下电流投入深度:(r=1.1*10-6 Ω•m,m=1)
|
频率/kHz |
450 |
200 |
100 |
50 |
25 |
10 |
|
d/mm |
0.78 |
1.17 |
1.67 |
2.36 |
3.33 |
5.27 |
|
频率/kHz |
6 |
3 |
1 |
0.5 |
0.15 |
0.05 |
|
d/mm |
6.81 |
9.63 |
16.68 |
23.59 |
43.07 |
74.61 |
电流频率选择原则:
1)电流频率选择的首要原则是透入式加热
也就是电流透入深度d要大于淬硬层深度D,一般要求d/D=2左右.
2)电流频率选择的第二原则是感应器电效率要高
感应器电效率取决于零件直径(厚度)与热状态下电流透入深度的比值,也称电尺寸。一 般要求D工件/d>4。
3)电流频率选择的第三原则是电流频率不能太低
如太低频率,则功率密度太高,感应器上电流密度太高,易损坏。一般规定淬硬层深度D≥0.25d,这样就规定了电流频率选择的下限。
4)电流频率选择还与噪声,功率因数,电磁作用力等有关。
相同功率情况下,随着频率增加,电磁作用力,噪声及振动级数下降,但系统功率因数也降低。
加热功率选择
加热功率大小与工艺要求(加热温度,加热速度,加热时间,加热层深度,一次加热还是顺序加热等等),材料,形状尺寸有很大关系。功率的选择一般是先从理论计算材料升温所需能量,再根据能量损耗,系统效率,温升所需时间等估算出设备功率;与厂家提供的设备功率系列来选择相应的设备。
功率的选择还可以以下公式来确定:功率=P0*A (P0功率密度,单位KW/cm2,A一次加热面积,单位cm2)。一般高频和超音频电源P0常用0.6-2.0KW/cm2,中频电源常用0.8-2.5KW/cm2。功率密度越高加热时间可以越短。 |